
Plastics are the materials most often used to produce housings and structural elements of consumer electronics products and household appliances. Developing consumer products intended for production and successfully introducing them to the market requires knowledge of various materials technologies and selecting the most optimal solution to guarantee an appropriate return on investment during product implementation.
The materials selected by designers for the production of the device's components significantly impact its characteristics, determine the manufacturing technologies used to produce them, and define how the parts can be assembled. In addition to having a significant impact on the product's aesthetic and functional qualities, the technology used to assemble the product's components also has an economic impact on the production of tooling equipment and the product assembly process. In addition, to minimise the costs of bringing a product to market, the right production volume assumption must be made during the design phase.
Low-volume assembly techniques, which allow for more time, labour, and attention to assembly, are frequently inapplicable to high-volume production, where the key is the reduction of unit production time and the increase of process automation.
In this article, we discuss the factors that should be taken into account when choosing an assembly technology, their importance in the manufacture of machines and device housing components, as well as their advantages and disadvantages in various production-related aspects.
One of the main features of the connectors is the possibility of multiple assemblies and disassembly. Some products, such as TV remote controls, controllers, and wireless sensors, must have parts designed so that the user can open their casing to replace the batteries. The possibility of disassembling the device has a positive effect on the aspects of device servicing, the ability for self-repair or at least the segregation of device parts and material recycling when disposing of the product. Mindsailors, as a design office, supports such initiatives by promoting conscious product design. However, there are products where self-repairing attempts could endanger the health or life of the user in the case of disposable medical devices or certain electronic devices.
SNAP FITS
In the case of products manufactured by injection moulding technology, we can design parts in such a way that their shape alone will be sufficient to join pieces together without any additional elements. These features are known as "snap fits," and they work due to the elastic deformation of the moulded part's material.
After the parts are properly aligned, the elastic feature is clamped with the rigid feature of the second moulded part, preventing the parts from self-disengaging. What the snap-fit can be used for is determined by its design. Snap-fits are classified into three types: annular, cantilever, and torsional. Most snap-fit joints have a protruding edge and a snap-in area.
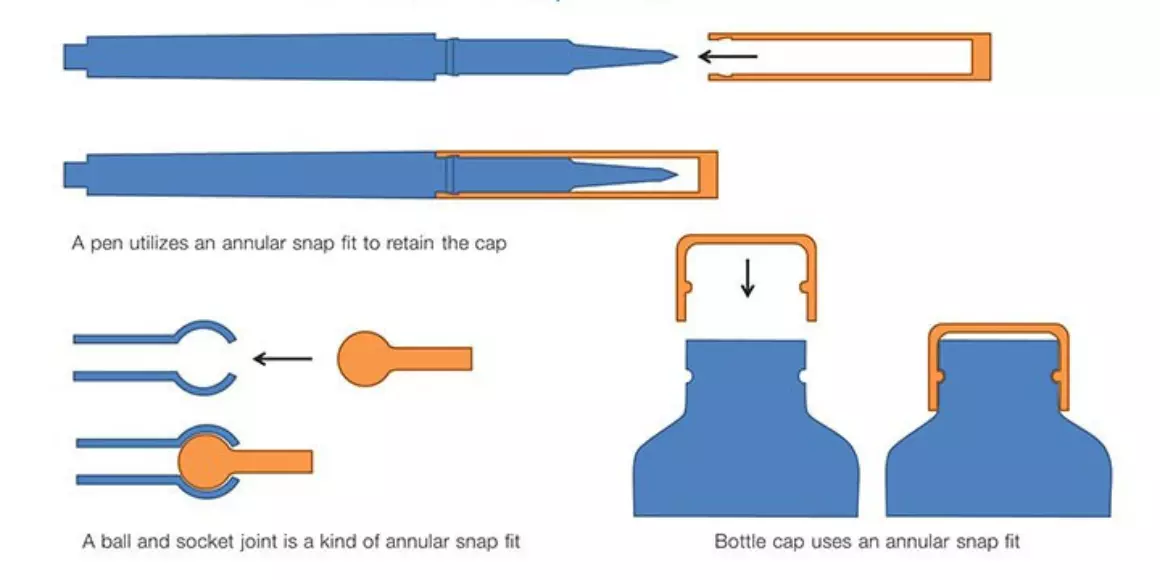
1. Examples of the use of a snap fit connections
Source: https://coloringchaos.github.io/form-fall-16/joints
The benefits of these connections include the speed and simplicity of the assembly process, automation, the lack of additional elements, the lack of assembly tools, the ability to design snap-fits that allow disassembling and also fixing, allowing one-time fixing, and small dimensions that make the connection invisible on the outside of the housing. Due to the material's properties and their deterioration with repeated use, the service life of such connections is limited; thus, snap-fits may break over time.
In order to create a snap-fit connection, a shape must be designed that typically entails demolding the undercut of the moulded part in the injection mould using sliders or other mechanical components. Because this increases the cost of producing the injection mould, snap-fit connections are typically only used for high-volume production. Snap-fit connectors can be found in everyday products such as battery compartment lids, bottle caps and pens.
PRESS FIT
Press fitting is the process of pressing two components together to create an interference fit.
When the inner diameter of the hole is just a little smaller than the outer diameter of the part being inserted, an interference fit occurs. Pushing the two pieces together causes them to lock together.
Press fitting is an easy, affordable method of assembling parts or components. The forced insertion of a pin or shaft that is marginally larger than the plastic hub or boss it is inserted into is a typical example. However, repeated assembly and disassembly of plastic components will result in joint wear due to the material's loss of elastic properties.
LIVING HINGE
Living hinge fittings are often used with snap fits. A living hinge is a thin section of plastic that connects two segments of a part to keep them together and allow the part to be opened and closed. Typically these are used in containers produced in high-volume, flexing applications such as toolboxes, lunchboxes or shampoo bottle caps. The materials used to make a living hinge are a usually flexible plastic, such as polypropylene and polyethene.

2. Plastic bottle cap designed with the use of living hinge, and pressed snap fit
Source: https://aptar.com/products/food-beverage/traditional/
MECHANICAL FASTENERS
Mechanical fasteners are additional components such as screws, bolts, nuts, lock washers and threaded inserts; they are standardized parts available to buy, easy to install, reliable and usually allow for non-destructive disassembly. However, during the design process, designers must consider the positioning of those fasteners, which, compared to using a snap fit, might cause moulded parts to be larger. Additionally, the right tools must be available for fixing the fasteners, and these features may be visible from the outside of the device, which could have an impact on the product's aesthetic appeal.
Frequently used fasteners for plastic components are threaded inserts, which are permanently installed in moulded bosses, eliminating the need for a nut and simplifying the assembly.
There are a few ways to instal connections inside plastic parts:
- Press-fit inserts - is the easiest way to mount insert, best for prototypes and low volume production. However, pressed parts can cause stress in the boss area and might be susceptible to breaking.
- Ultrasonic welded inserts - are a very popular option because, when an insert is installed, the surrounding plastic melts, making it sturdy and largely stress-free. However, welding tooling is necessary.
- Overmolded inserts - inserts are placed into the mould before the injection of molten plastic. This solution is the most reliable and requires the least labour during the assembly process, but it’s associated with high tooling costs and is most suitable for mass production.

Source: https://www.mouser.pl/datasheet/2/974/sidata-1901160.pdf
Since mechanical fasteners are additional components, their assembly will take more time and might generate higher assembly costs and lengthen the assembly process. On the other hand, it allows for the more straightforward design of plastic parts without undercut moulding - lower injection mould costs. When selecting metal fasteners, we must be aware that these components can overstress plastic parts. This can be prevented through proper design, using the appropriate fastener and torque-limiting drivers.
GLUING
Glueing is one of the oldest known methods of joining materials, consisting of joining parts with a liquid or semi-liquid substance that hardens when solidified and holds both parts together. The rapid advancement of this technology in recent years, particularly in the aviation and automotive industries, has enabled the glueing of a diverse range of materials, including metal-rubber and plastic-metal materials. Sometimes the adhesive connection can also perform additional functions, such as sealing. When designing a device component, the designer/engineer must consider where the adhesive layer will be introduced, such as allocating a groove into which the adhesive will be applied. Only shear or compressive forces should be applied to the adhesive bond for best results.
Despite the numerous benefits of using a glued joint, the following factors must be considered: - limited resistance to temperatures above 200 °C; - lower mechanical strength of connections when compared to mechanical fasteners; - limited storage life of adhesives. Tendency for delamination and gelation; - the requirement for surface preparation to ensure good adhesive adhesion - ensuring adequate process repeatability for large-scale production - the presence of hazardous substances in many types of adhesives necessitates special safety conditions in the technological process.
WELDING
The process of joining thermoplastic parts by applying pressure to a plasticized material is known as welding. Plasticization occurs when a material is heated from the outside or when a material is created inside as a result of the action of an electric current or mechanical energy.
Due to the exertion of pressure and diffusion processes, the interweaving of polymer chains takes place as a result of their partial permeation from the connected elements. The strength properties of a weld are primarily determined by the size of its surface, the duration of the pressure, and the type of material to be joined.
There are numerous plastics welding methods available, depending on the dimensions and geometry of the connected objects, the amount of energy to be provided, and the production volume. The following methods are commonly used in industry:
The following methods are commonly used in industry:
- contact welding with a hot element
- infrared welding
- convection gas welding
- friction welding
- laser welding
- vibration welding
- ultrasonic welding
CONCLUSION
Choosing the right assembly technology of parts has a huge impact on the final product, its aesthetics, reliability, tooling investment, labour amount during the manufacturing process, and costs. The designer's job is to consider all of these factors, create a value hierarchy based on the needs of the customer, analyse the device, its use and utilisation scenarios, and implement the most efficient assembly technology.

Piotr Dalewski
Mechanical Design Engineer




Schedule an initial talk and get to know us better! You already have a basic brief? Send it over so we can have a more productive first meeting!
a meeting